【www.zhangdahai.com--其他范文】
 方案、软件设计思想和程序结构,设备投产后证明该系统是稳定可靠的。
方案、软件设计思想和程序结构,设备投产后证明该系统是稳定可靠的。
关键词:梗丝分离机;PLC;STEP-MW;MCGSE
中图分类号:TM571.61 文献标识码:A 文章编号:1006-8937(2014)24-0033-02
如何减少烟支中的含梗签率,提高卷烟的内在质量,卷烟机生产中打出了较多的梗签,同时也包含有烟丝。针对上述问题,对卷烟机剔出的梗签、烟丝混合料采用单体梗签烟丝分离机处理,可以较好地解决这一难题。该单体设备具有体积小、重量轻、所耗动力少和分离率高等优点,可以降低卷烟成本,提高卷烟质量,是目前烟厂降低单箱耗丝的主要辅助设备。我们采用西门子S7-200PLC可编程控制器和智能仪表来组成下位机,实现对工艺设备的数据采集及处理,上位机采用昆仑通泰的TPC7062K系列的触摸屏,实现整个设备的画面监测、参数设定和指令控制等功能。该系统具有可靠性高、控制性能优越、管理功能完善等优点,对指导工艺及设备的正常运行,提高自动化控制发挥了重要作用。
1 工艺流程
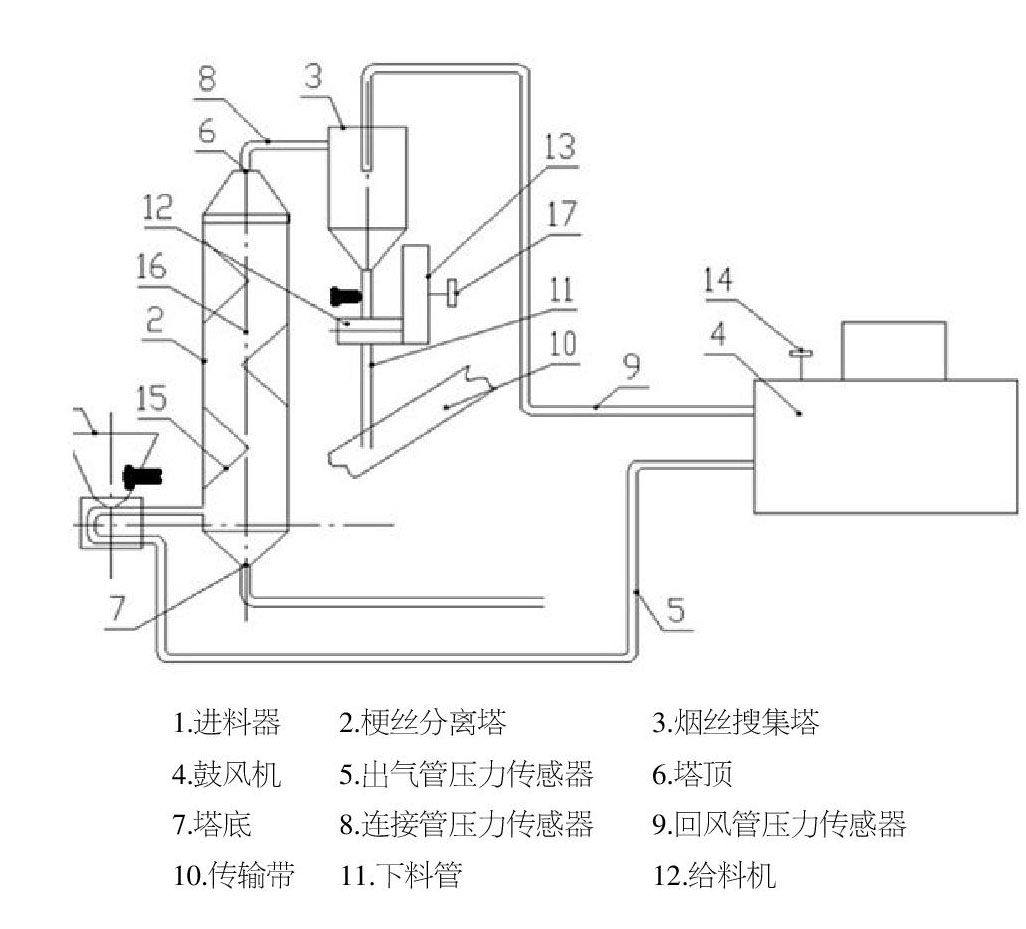
设备工艺流程图如图1所示。
烟机开始工作后,给料机启动运行,运行30 s后,鼓风机开始运行。烟机产生的烟梗和烟丝的混合物,进入进料器,鼓风机把梗丝混合物吹入到梗丝分离塔中,经过梗丝分离塔分离后的烟梗自由落下来,进入烟梗收集器中,分离后的烟丝被吹入到烟丝收集器中。鼓风机的回风管,从烟丝收集器中抽走空气,烟丝自由落下,通过给料机输送出来,送回卷烟机,重复利用。
分离后的烟丝量粗略计量,是通过两个物位计来实现的,具体过程如下:计量程序启动后,首先关闭给料机,等待落下来的烟丝堆积到低物位计位置时,开始计时,等待烟丝堆积到高物位计有效时,计时结束,打开给料机,继续正常下料。高低物位计之间的烟丝重量通过反复测试,基本上是稳定的,收集此重量的烟丝需要的时间计量出来,就可以计算出在这一时间段中的每秒烟丝重量,从而可以得出该设备运行一段时间内分离出来的烟丝总重量。
鼓风机和给料机采用变频控制。鼓风机采用变频控制,用来调节鼓风机的出风量,可以使梗丝分离器工作在最佳状态,出风量过大会造成烟丝中含有烟梗。给料机采用变频控制,用来调节烟丝出料量,给料速度过大,会导致烟丝碎末现象。另外采用变频控制还可以根据卷烟机的产量,调节本设备的烟丝分离量,避免进料器堵塞。
2 系统的硬件组成
由于该设备工艺简单,所以参与控制和监视的设备比较少,根据工艺要求主要有:鼓风电动机、给料电动机、鼓风机出风处出口压力值、鼓风机回风处压力值、梗丝分离塔与烟丝收集塔之间的压力值、报警灯、高物位计和低物位计,其中鼓风机和给料机采用变频控制。
对控制系统的主要设备进行选型:PLC选用西门子的S7-200系列,系统的硬件系统如图2所示。西门子S7-200PLC的优点主要有:运行稳定,使用简单方便,价格便宜,很适用于小型控制系统。触摸屏采用昆仑通态的TPC7062系列。设备外形尺寸整体比较小,考虑到与设备整体协调,又不影响操作和观察,最终触摸屏规格选择为7寸的。由于该设备处于研发阶段,调试过程中,许多参数需要进行优化调整,因此选用带双通讯口的CPU224XP。变频器选用台达品牌的VFD-EL系列。鼓风电动机的功率为0.9 kW,给料机的功率为0.12 kW,功率比较小。压力传感器选用南京宏沐品牌的HM30系列。压力传感器的量程根据实验阶段测试的数据来确定。物位计选用欧姆龙品牌的E3X系列。由于烟丝为小直径的棍状物体,密集下落会造成普通物位计的误动作,选用欧姆龙的E3X系列的物位计,动作值为光通量参数值,根据采集到的光通量来动作。这样设定好烟丝累积到物位计时的光通量动作值,就不会导致误动作。电气元器件选用施耐德品牌。
由于卷烟机车间中的工作环境为恒温恒湿,所以设备控制箱的外壳防护等级为IP56,设备颜色与卷烟机外壳颜色一致,与车间整体环境相协调。
3 控制系统实现的功能
根据设备的特点及以往系统的开发经验,可把系统的控制功能实现分为上位机实现和下位机实现,下面将依次分别介绍。
3.1 下位机PLC控制系统的功能实现
①按钮手动操作。
②触摸屏手动操作。
③系统全自动三种方式。
前两种方式一般只在设备调试或维修时使用,系统主要以全自动操作方式为主。在全自动运行方式下,设备中的鼓风机和给料机的开、停,各种工况的切换都由可编程控制器按照预先编制的程序自动生成,不需要操作人员干预,设备的运行情况由PLC系统监视。
3.2 触摸屏监控系统的功能实现
①提供工艺过程参数检测流程图等动态画面显示设备运行参数和控制回路参数操作画面。
②进入和退出系统的口令保护,以免非工作人员进入系统或随意中断运行中的系统。
4 系统的软件设计
下位机用户程序是在基于SIEMENS公司的STEP7 Micro
WinV4.0软件平台上完成站址的分配以及用户程序的设计开发的。用户程序采用模块化设计,便于程序的调试及维护,主要有主程序、自动运行程序、计量采样程序和故障报警程序。在OB1中编写主程序用于调用其他子程序,编写传感器转换程序把过程量转换成物理量和电动机启停程序等。
触摸屏的软件平台采用昆仑通态的MCGSE组态环境,在计算机上完成组态并模拟测试合格后,通过数据线下载到触摸屏中,可以实现想要的功能。在计算机上完成的组态主要有根据点表及编程中使用的内部点建立数据库,与S7-200PLC的通讯程序的配置、画面中动画的制作、动画与内部点的连接等。
上位机软件界面如图3所示。
5 结 语
带自动控制系统的梗丝分离机投入使用以来,不需要配备操作人员,设备耗动力小,增加设备不增加运行成本。设备具有调试简单、操作方便、使用安全、运行可靠、效率高、故障率低等特点,同时系统内元器件均采用模块化结构,方便了工程技术人员的安装、调试和维修,带来了很好的社会效益和经济效益。
参考文献:
[1] 谢克明,夏路易.可编程控制器原理与程序设计[M].北京:电子工业出版社,2002.
[2] 齐蓉主.最新可编程控制器教程[M].西安:西北工业大学出版社,2000.
本文来源:http://www.zhangdahai.com/shiyongfanwen/qitafanwen/2023/0409/581918.html



