【www.zhangdahai.com--其他范文】
解 旭,翟鑫钰
(1.宁波震裕科技股份有限公司,浙江 宁波 315613;
2.南京工业大学,江苏 南京 211800)
随着航空航天、海洋工程、车辆工程等工业的发展,铝合金得到了广泛应用。由于铝合金具有密度低、强度高等特点,已经成为制造业常用的的主要轻质材料之一。由于其导热系数和膨胀系数大且易氧化,传统的熔焊技术在焊接铝合金时容易出现气孔、热裂纹和明显的焊接变形[1-2]。针对这些问题,大量学者对传统的钨极氩弧焊、熔化极氩弧焊进行改进。随着焊接技术的发展,产生了新的焊接方法,如摩擦焊、复合焊等。
本文回顾了将各种焊接方法应用于铝合金的早期研究,并归纳总结了多种改进方法,对铝合金焊接的未来发展进行了展望。
钨极氩弧焊是一种传统的焊接方法。钨熔点高,焊接时以钨棒作为非消耗电极。氩气化学性质稳定,使用氩气进行保护,可以减少焊接时钨极、熔池及邻近热影响区的氧化,从而获得优质的焊缝。国内外学者对其研究起步很早。1992年,李亚江[3]对Al-Si-Cu系铸造铝合金TIG焊的焊缝及热影响区的金相组织进行观察研究,表明TIG焊接或补焊铸造铝合金,可获得组织性能满意的优质焊接接头。1996年,南京晨光机器厂[4]研发了双枪自动TIG焊设备,具有预热和净化接口等功能,在拼焊铝合金的纵焊缝时,可获得优异的焊缝质量。
1.1 可变极性TIG焊(VP-TIG焊)
铝合金表面存在一层致密的Al2O3膜。氧化膜的熔点远高于母材,在焊接时会产生气孔和夹渣,严重影响焊缝质量。针对这一问题,直流电源反接可以起到阴极清理作用,从而形成光洁美观的焊缝[5]。该方法在去除氧化铝膜方面虽然有优势,但是由于电弧的阴极温度比阳极温度低,阴极反接的焊缝熔深较浅,且此时钨极的载流能力较低,极易造成钨极的严重烧损[6]。交流电可以兼具正接和反接的特点,但一般交流电的正负周期难以调节,实际应用效果不好。
可变极性TIG焊(VP-TIG焊)最早应用于20世纪90年代,是美国航天局(NASA)在制造航天飞机过程中开发出的一种新型焊接方法,主要针对壁厚较大的铝合金材料焊接。韩永全[7]分别采用正弦波和方波变极性TIG焊对铝合金试板进行了焊接试验,对比其焊缝宽度和清理宽度,结果如图1所示。较小焊接参数条件下正弦波变极性比方波变极性电弧稳定性差。
清华大学刘博[8]针对变极性TIG焊过程中出现的熄弧和电弧燃烧不稳定问题,提出了在电流换向期间采用恒占空比控制新方法。该方法有效提高了换向时的电流响应速度,提高了变极性电流换向过程和电弧燃烧的稳定性。
1.2 活性TIG焊(A-TIG焊)
普通的TIG焊存在熔深太浅的问题,对于厚板需要开坡口,多层焊接。活性TIG焊是在TIG焊之前,先在焊材表面添加一层活性剂然后施焊。相比于普通TIG焊,A-TIG焊在相同焊接工艺条件下可以获得更大的焊缝熔深,减少焊接层数,简化焊接过程,提高生产效率。A-TIG焊由乌克兰巴顿焊接研究所发明,最初用于钛合金焊接,后经大量学者研究,研制出了适合铝合金的活性剂。

(a)正弦波变极性波形 (b)方波变极性波形图1 EP比对焊缝成形的影响规律Fig.1 Influence law of EP ratio on weld forming
栗慧[9]在对2219铝合金进行TIG焊时,分别添加单组分AlF3活性剂、单组分LiF活性剂、3组分AlF3+30%LiF+10%KF-AlF3活性剂和4组分AlF3+30%LiF+10%KF-AlF3+10%K2SiF6活性剂。观察焊缝表面成形以及熔深情况,实验结果如图2所示,活性剂有助于去除铝合金表面的氧化膜,4组分活性剂的焊缝表面成型质量最佳,AlF3单组分活性剂可显著增大焊缝熔深。
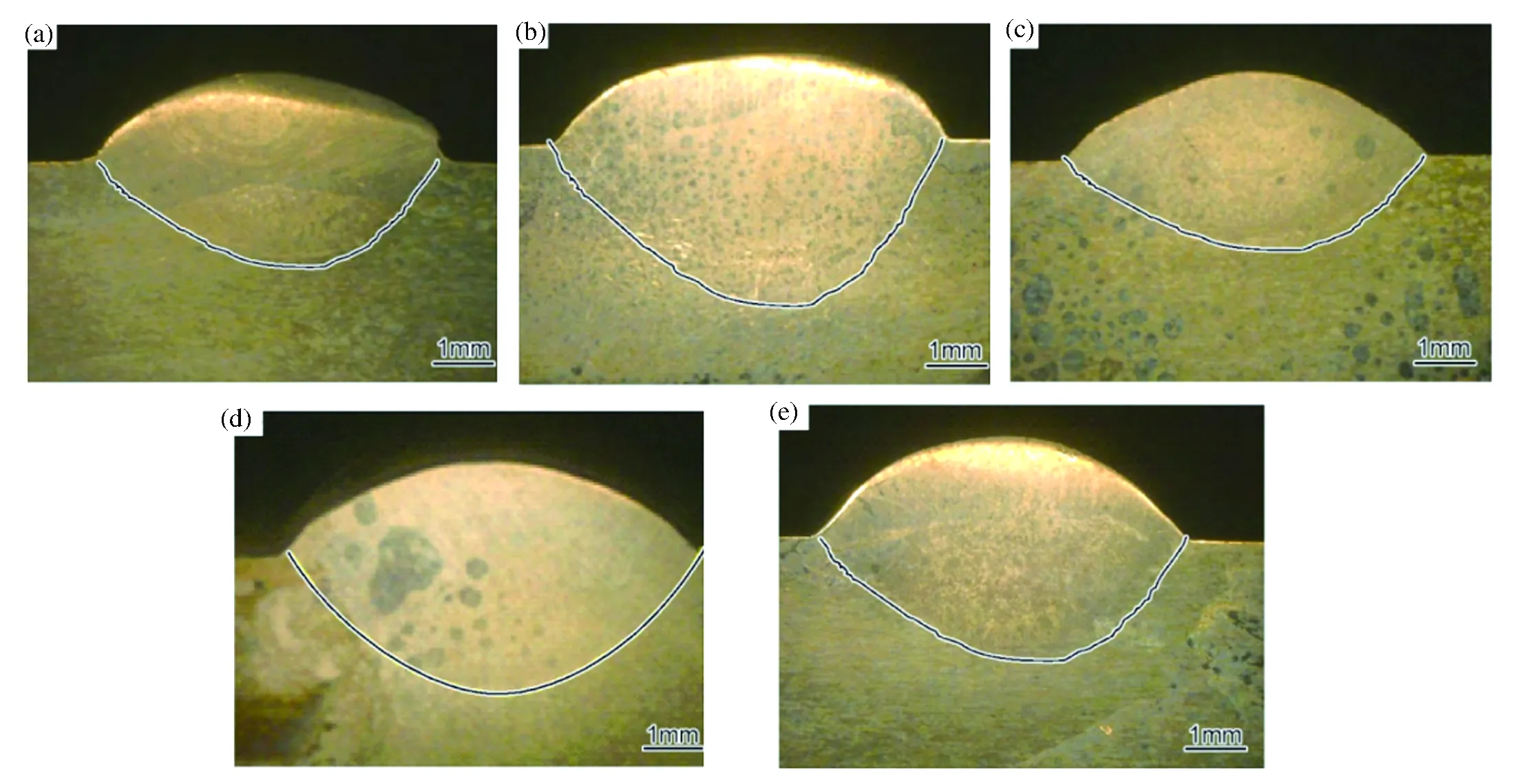
(a)无活性剂;
(b)AlF3;
(c)LiF;
(d)3组分;
(e)4组分图2 采用不同活性剂的焊缝熔深Fig.2 Weld depth with different active agents
Ahmadi E[10]以2219铝合金为焊材,研究SiO2、TiO2和MoO3三种活性剂对焊接接头熔透、形貌和力学性能的影响。试验结果表明,使用活性剂可显著提高焊缝的熔透率和熔深比,其中,SiO2活性剂的渗透效果最大。
MIG焊同样是一种传统的焊接方法。1993年祝树燕[11]研究了铝管头接头的MIG焊工艺,获得了良好的接头性能,说明MIG焊适用于铝合金焊接。1998年吉林省长春市长春客车厂[12]采用双脉冲MIG焊方法焊接铝合金车体,取得较好的焊接质量,成功地制造出铝合金车体。
由于MIG焊会熔化电极,熔滴过渡对焊缝成形有着重要影响,因此,对MIG焊的研究和改进多在于熔滴过渡技术。
2.1 脉冲过渡技术
脉冲过渡是起步较早的一种熔滴过渡技术,在一定的平均电流下,焊接电源输出的电流以一定的频率和幅值变化,来控制熔滴有节奏地过渡到熔池。铁道部戚墅堰机车车辆工艺研究所[13]于2000年研制了一种脉冲MIG焊机,让熔滴在焊接过程中以小滴射流形式过渡,电弧挺度好,熔滴过渡均匀。双脉冲技术即在电流脉冲上叠加脉冲送丝。姚屏[14]等设计了一种铝合金双脉冲MIG焊控制系统,该控制系统波形稳定,可靠性好,脉冲起到的熔池搅拌作用能有效减少气孔等缺陷,最终焊缝为鱼鳞纹焊缝。
2.2 冷金属过渡技术(CMT)
冷金属过渡技术(CMT)是 Fronius 公司基于短路过渡的原理在MIG焊基础上开发的一种新型的数字化焊接方法。与传统MIG焊通过增大电流来增加电磁力促使熔滴过渡的方式不同,CMT技术在“零”电流状态下采用焊丝回抽的方法辅助熔滴短路过渡,能够有效降低焊接热输入。
许多学者对这两种熔滴过渡技术进行了比较。南车青岛四方机车车辆股份有限公司[15]对铝合金厚板进行CMT焊接和脉冲MIG焊,研究其对接接头的疲劳性能,对疲劳断口进行扫描电镜观察。结果表明,相比于脉冲MIG工艺,CMT技术热输入量低,接头组织性能更好。Cornacchia[16]研究了传统的熔化极惰性气体保护焊(MIG),冷金属过渡(CMT)和光纤激光-MIG混合不同焊接技术对铝合金挤压件接头的组织和力学性能的影响。通过各种冶金方法对接头进行表征分析,研究表明,CMT和光纤激光-MIG复合焊接的质量要比传统的MIG高。Koli Y[17]针对CMT焊、脉冲协同MIG焊(MIGP)和标准MIG焊(MIGM)的焊缝几何形状进行比较研究。实验以4043铝合金焊丝作为填充材料,在6061铝合金板进行堆焊,输入电流参数为80A、100A和120A,焊接速度为7.5mm/s、10.5mm/s和13.5mm/s。结果表明,CMT具有高稀释度和低热量输入的渗透性,可以显着减少残余应力。
2.3 冷金属过渡加脉冲(CMT+P)
将脉冲过渡和冷金属过渡相结合,就形成了现今常用的CMT+P焊接模式。Liu[18]将冷金属过渡加脉冲(CMT+P)电弧应用于4043铝合金零件的增材制造中。对不同焊接工艺参数的零件性能和微观结构进行了表征分析。实验结果表明,以8mm/s的焊接速度和4.0m/min的送丝速度进行焊接适合于薄壁零件的制造,并且可以采用往复扫描方法来制造厚壁零件。CMT+P模式的薄壁孔比CMT模式的孔少。CMT+P模式的薄壁和厚壁部分分别显示出最大拉伸强度172MPa和178MPa。界面处和粗枝晶中的硬度降低,而细化晶粒区域中的硬度增加。Jiang[19]采用CMT+P电弧增材制造4043铝合金薄壁件,并与CMT工艺下的进行了对比。结果表明,CMT+P工艺下薄壁件的拉伸性能优于CMT工艺;
CMT+P工艺下横向和纵向拉伸试样断裂方式均为韧性断裂,横向与纵向抗拉强度各向异性百分比仅为4%,说明薄壁件的力学性能不存在各向异性。
搅拌摩擦焊(Friction Stir Welding,FSW)是英国焊接研究所(The Welding Institute,TWI)于1991年发明的一种新型焊接技术。与传统熔化焊技术不同,FSW过程中热输入相对较低,金属未熔化,是一种金属固相连接技术。接头部分的固态金属由于摩擦热转变为热塑性状态,不需要焊丝,不使用保护气,非常适用于Al、Mg等轻金属的焊接[20-22]。
北京航空工艺研究所[23-24]于2002年取得了TWI的搅拌摩擦焊专利技术许可,并与TWI合作成立了中国搅拌摩擦焊中心,研制中国第一台摩擦焊设备。近年来,对于摩擦焊的研究和改进越来越多。Dawood[25]研究了圆锥体、三角形和正方形三种不同形状的搅拌针对6061铝合金FSW接头的显微组织和力学性能的影响(图3)。

(a)圆锥体;
(b)三角形;
(c)正方形图3 三种搅拌头及其焊缝形貌Fig.3 Three kinds of mixing heads and weld morphology
研究表明,焊接工具的几何形状和尺寸对焊接接头的力学性能有一定的影响。使用三角形搅拌针获得的接头表现出最好的力学性能,正方形搅拌针得到的接头具有最低的拉伸强度和显微硬度。
Kasman, S[26]使用摩擦搅拌焊接技术以三种不同的工具转速和两种不同的销轮廓连接了厚度为6mm的AA2024-T351板。研究了焊接接头的显微组织特征和力学性能,结果表明,沿着搅拌区的重结晶区域中的晶粒几乎具有不变的尺寸。发现晶粒尺寸随着工具转速的增加而增加。用五角形销钉制成的焊接接头的平均晶粒尺寸从2.3μm急剧增加到5.6μm。Bagheri B[27]对搅拌摩擦点焊进行改进,使连接的样本垂直于工具的移动方向振动,再以冷却液冷却焊点,结果表明,搅拌区晶粒尺寸随着振动的产生和接头位置的冷却而显著减小。发现振动增强了动态再结晶,而冷却剂降低了晶粒长大。两者均导致搅拌区的晶粒细化增强。
人工智能技术(AI)在工业上主要用于受多个参数影响的复杂系统的建模、识别、优化、预测和控制。随着AI精度的提高,在搅拌摩擦焊上也获得了广泛应用,通常使用人工神经网络进行建模预测,结合其他算法进行优化。Hartl等人[28]采用AI技术试图确定EN AW-6082 T6型片材的搅拌摩擦焊质量。将焊接质量作为人工神经网络的输出,焊接过程的9个不同变量作为三种不同的人工神经网络结构的输入。通过研究发现,卷积神经网络是误差最小的神经网络类型。Shojaeefard等[29]建立了ANN结构,测试了AA7075-O和AA5083-O铝合金的焊接参数与力学特性之间的相关性,并利用粒子群算法求出最优解。
激光技术于20世纪中后期逐渐开始应用于工业。欧洲空客使用激光焊接代替铆接,使机身质量降低了18%,节约了开发成本。德国奥迪全铝结构汽车制造也广泛使用了激光焊接技术。激光焊虽然具有能量密度高精确可控、热输入量小等优点,但铝合金自身对激光有很强的反射作用,导致能量吸收率低。
Nicolas Pierron[30]在对铝合金的激光焊接研究中,采用积分球用于确定激光加工过程中的吸收系数。Yan[31]使用4043和5356两种焊丝进行光纤激光-MIG焊,热输入分别为293.36J/mm和289.368J/mm,通过对SEM、EDS和EBSD的测试来表征其微观结构。结果表明,4043接头的组织具有更小的晶粒尺寸,但抗拉强度略小;
4043接头抗拉强度为220MPa,5356接头抗拉强度为232MPa。A.G. Paleocrassas[32]的研究表明,在焊接速度较小的情况下,激光的能量主要用于金属熔化,形成熔池,以及向内部金属传导,没有用来熔化焊缝前沿的金属。这对于保持低功率激光焊的稳定性有一定帮助。
国内许多学者采用添加活性剂的方法来增大铝合金对能量的吸收。秦国梁[33]采用多种氧化物和氟化物作以及多组分组合为活性剂进行焊接。结果表明,活性剂可以提高激光吸收率,增加母材金属熔化量;
氧化物活性剂对促进激光能量吸收的效果要强于氟化物,但气孔敏感性比较大,而氟化物活性剂在焊接过程中很少出现气孔。采用不同活性剂的激光焊焊缝和热影响区比较见表1。

表1 采用不同活性剂的激光焊焊缝和热影响区比较Tab.1 Comparison of laser welding welds and heat affected zones with different active agents
王小博等[34]对卤化物活性剂进行试验,发现卤化物活性剂的加入能降低光致等离子体的温度,使得等离子体对激光的折射和散射作用减小,金属得以吸收更多的能量。
摆动激光焊是一种无需増加额外热源,只需将激光束在垂直于焊接方向上进行摆动便可扩大热源作用范围的焊接方式。Zhang[35]通过计算流体力学方法研究了圆形振荡激光焊接过程的基本机理。结果表明,圆形振荡激光器降低了峰值温度和温度梯度,并在熔池中形成了新的漩涡。振荡频率和振幅的增加减小了温度梯度,并显着提高了熔体流动速度。这项研究证明,圆形振荡激光器为优化激光熔化工艺提供了一种新方法,对焊接和增材制造具有重要的应用价值。Pang[36]采用具有光束振荡的激光焊接以对接形式连接铝合金板,比较和分析了光束振荡模式对焊缝质量的影响。结果表明,光束振动可以改善对接接头的焊缝形成和显微组织。圆形振荡焊缝在强化阶段具有晶粒细密,枝晶均匀分散的特点,圆形振荡的气孔抑制作用最为明显。Li[37]研究了振荡参数对焊缝孔隙率和形貌的影响。当振荡频率超过200Hz并且振荡直径超过2mm时,可以通过激光束振荡来抑制焊接孔隙率。Huang[38]以5A06铝合金为试验材料,对比分析了常规单激光焊接与激光扫描焊接条件下的熔池表面流动特征和等离子体羽辉波动特征。结果表明,一定条件下的摆动激光光束相比于单激光光束,能够极大地增强等离子体羽辉的稳定性,延长其存在周期,同时熔池流动的方向性增强,稳定性提高,整个焊接液态熔池表面不存在“回流”现象,熔池流动产生的流体动压力对匙孔的冲击力作用降低,匙孔的稳定性提高。
5.1 超声复合焊接
超声波在液态金属中产生的空化效应是超声复合电弧焊和钎焊的基础。声空化效应主要是指超声波空化气泡溃缩过程产生大量的高能密度点所导致的热效应和物理化学效应。2002年,中国台湾逢甲大学的DAI[39]在7075-T6铝合金钨极气体保护焊焊接过程中,将超声直接作用于待焊母材的上表面,研究发现,超声场能够显著改变焊接热影响区和焊缝区的微观组织,焊接热影响区晶粒尺寸减小,焊接熔深增加了约45%。
超声波在金属固体中传播产生的声塑性效应是超声复合搅拌摩擦焊的基础。超声波作用于正在发生变形的金属,其内部的位错会优先吸收声能,从而使其能量增加,晶粒变形、晶界滑移更容易,降低了金属的流变应力。中南大学的贺地求等[40,41]对2219铝合金、2524铝合金进行了超声辅助搅拌摩擦焊接研究,通过搅拌针将振动方向垂直于工件平面的声能导入工件,所得接头抗拉强度较常规搅拌摩擦焊均有不同程度的提高,但断后伸长率有所下降,可有效消除孔洞缺陷。FSW和超生搅拌复合焊热力影响区和热影响区组织对比如图4所示。

(a)FSW (b)超生搅拌复合焊图4 热力影响区和热影响区金相组织对比Fig.4 Comparison of metallographic structure between heat affected zone and heat-affected zone
5.2 激光电弧复合焊
激光-电弧复合焊接充分利用了激光和电弧的优势,激光热源能量密度高,可以弥补电弧焊熔深不足的问题,也可以起到去除氧化膜的作用,提高了焊接过程的稳定性,改善焊缝成形质量。
白利兵[42]采用了光纤激光-MIG复合焊的方式对2mm厚的A6082铝合金进行了焊接,通过控制变量法,确定了不同焊接工艺参数对焊接质量的影响,使用最佳的工艺参数可以获得性能良好的接头。Zhan[43]研究发现,激光-MIG混合焊接接头的气孔主要是冶金气孔,是由溶解气体和Mg元素的蒸发引起的,该冶金孔在焊接接头的上部区域较为密集。此外,还分别分析了沿焊缝中心线和垂直于焊缝中心线的显微硬度。在热影响区(HAZ)附近和焊缝(WB)中明显观察到接头软化,在焊缝中存在晶粒增大或孔隙问题。Han[44]比较了激光脉冲MIG焊接(LPMHW)和激光CMT混合焊接(LCHW)两种电弧模式对AA6082-T6铝合金激光电弧混合焊接的影响。实验表明,两种方式均获得了无气孔、咬边或其他缺陷的接头。LPMHW接头每个区域的显微硬度均低于LCHW接头。LPMHW接头热影响区的软化区域比LCHW接头的软化区域宽,LCHW接头的抗拉强度高于LPMHW接头的抗拉强度。
5.3 外加磁场辅助焊接
在焊接过程中,外加磁场是提高焊接质量的可靠手段,根据需要来设计不同的磁场作用形式。在熔池的凝固和结晶过程中,磁振荡效应可以起到细化晶粒的作用。熔池内部磁场产生的涡流效应使溶质分布更加均匀,焊接后的性能更高。磁场和焊接参数对焊道尺寸的影响如图5所示。

图5 磁场和焊接参数对焊道尺寸的影响Fig.5 Effect of magnetic field and welding parameters on bead size
Chang[45]通过施加间歇交变纵向磁场改变了液滴的传递方式。在液滴向脉冲旋转射流过渡的过程中,液滴形态呈扁平片状。由于电磁搅拌的作用,晶粒细化可以显著提高断裂后的抗拉强度和延伸率。Zhu[46]在焊接过程中通过在焊枪上添加额外的激励线圈来施加磁场。通过试验发现,随着激励电流的增大,焊缝的熔透率降低,焊接质量提高。
为提高铝合金焊接质量,针对不同的铝合金焊接方法,提出了多种改进措施。其中一些措施适用于多种焊接方法,未来发展潜力较大,现归纳如下。
(1)添加活性剂。活性剂常用在TIG焊和激光焊当中。由于TIG焊热输入量小,激光易被铝合金反射,因此这两种焊接方法都存在熔深不够的问题。活性剂可以有效地提高铝合金焊材的能量吸收率,增大熔深,改善焊接质量。
(2)超声波辅助技术。对于TIG焊、MIG焊等熔焊方式,可以考虑利用超声空化效应和声波的振动搅拌熔池,可促进熔池内气体的溢出,减少气孔;
控制超声的周期性作用可以改变熔池的流动过程,改善焊缝质量。搅拌摩擦焊的过程中虽然没有熔化金属,但超声波在金属中传播时产生的声塑效应可以减小金属的流变应力。由此可见,超声波辅助技术应用范围非常广,对其研究也非常多,未来应用前景可观。
(3)磁场辅助技术。作用于铝合金焊接过程中的外磁场可以有效改善焊缝的外观,抑制缺陷的形成。磁场的作用既可以看做是一种熔滴过渡形式,磁振荡效应又可以起到细化晶粒的作用。因此,研究磁场对铝合金焊接工艺的影响具有重要的理论意义和实际应用价值,有可能大大提高铝合金焊接的质量。
(4)复合焊接技术。复合焊接可以兼具多种焊接方法的优势。激光电弧复合焊目前应用较为广泛,利用激光的高能量密度特性,增加熔深,然后进行焊接,以此提高焊接质量。由于使用了多种焊接方法,其改进措施也更为多样,例如添加活性剂的激光TIG复合焊、激光CMT复合焊等等。
(5)人工智能优化及控制技术。人工智能技术具有非线性、精度高以及应用方便等特点,适用于各个领域。在焊接方面,针对不同的材料、不同的形状,需要调整焊接工艺参数,才能获得良好的焊接质量。神经网络可以建立起精确的预测模型,实现对焊接工艺参数的优化;
图像识别技术可以实时检测焊缝质量,反馈到控制系统来及时调整工艺参数。智能化、自动化是制造业的发展大趋势,人工智能技术在焊接方面的应用也是必然的。




