【www.zhangdahai.com--其他范文】
孙华雨, 赵玉霞, 李双喜
(河南机电职业学院, 河南 郑州 451191)
应力线轧机因具有刚度大、精度高、质量轻、易操作等优点而被当今钢铁行业广泛使用,拉紧螺杆(拉杆)是其关键部件之一[1-2]。拉杆的主要作用是通过螺纹机构的调整间接带动轧辊进行调隙,也就是说,拉杆的螺纹旋转精度决定了短应力线轧机的轧制精度,故对拉杆的制造精度、表面热处理和装配质量要求较高。拉杆材料一般采用中碳低合金结构钢,经调质后具有良好的强韧性,再经表面改性处理,达到耐磨、耐蚀的目的[3-5]。
离子渗氮是现在使用最广泛的表面渗氮方式之一,和其他渗氮方式相比,具有渗速快、渗层性能优良、节能环保等优点,广泛用于钢铁制品的表面改性,可以有效地提高工件表面的耐磨、耐蚀、疲劳等性能[6-8]。由于离子渗氮在较低温度下进行(450~580 ℃),不发生组织转变,渗后畸变小,一般作为工件加工最后一道工序。由于渗氮后表面硬度很高,导致加工困难,所以一旦发生畸变超差,矫正十分困难,将大大降低产品质量[9-11]。为了提高轧机的运行精度和平稳性,图纸技术要求拉杆材料为42CrMo4钢,渗氮后沿长度方向直线度畸变≤0.100 mm,渗氮层深度≥0.4 mm,渗氮层表面硬度≥525 HV,拉杆具体尺寸见图1。

图1 拉杆直线度测试示意图Fig.1 Schematic diagram of the pull rod straightness test
影响渗氮畸变的因素很多,在不同形状工件上其影响大小也不同;
影响因素一般有:加工应力、装卡方式、炉内摆放位置、工件形状、升温和降温速度等[12-14]。此产品批量很大,为了弄清楚各因素对渗氮畸变的影响程度,以便寻找最佳的应对措施,同时提高生产效率和节约成本,本文采用对各因素一一消除的形式对各影响因素进行研究,也为所有长杆类工件渗氮畸变控制提供参考。
拉杆采用42CrMo4中碳低合金结构钢,加工工序为锻件—粗车—调质—半精加工—精加工—离子渗氮。调质工艺为870 ℃×3 h淬火,油冷,560 ℃×5 h,回火后空冷,调质硬度为290~310 HBW。
把清洗干净的拉杆立在钟罩式单热源离子渗氮炉阴极盘上,装炉量为2根,为了方便比较拉杆渗氮前后畸变的变化量,渗氮前在机床上用杠杆百分表测试拉杆的直线度,即用机床的顶尖顶住拉杆两端的顶尖孔,首先用百分表测量拉杆长度方向中间位置,转动拉杆一周,以最低点作为基点,其所在长度方向的线作为基准线,每旋转90°记录一个测试数据,在长度方向上选取6处作为测试点,具体测试方法见图1。拉杆渗氮工艺为540 ℃×50 h,具体工艺曲线见图2,渗剂为热分解氨,升温速度为100 ℃/h;
为了保证螺纹处的渗氮质量,采用了较大炉压(255 Pa)。渗氮结束,关闭电源,拉杆随炉冷却至250 ℃以下,打开炉罩,空冷至室温。取出试样,根据GB/T 11354—2005《钢铁零件渗氮层深度测定和金相组织检验》中的硬度法测试随炉试样渗层深度和表面硬度。用与渗前一样的方法对渗氮后拉杆的直线度进行测量,具体测量结果见表1。试样渗层深度测试结果为0.44~0.46 mm,渗层表面硬度654~673HV,满足图纸技术要求。

图2 离子渗氮工艺曲线Fig.2 Process curve of the ion nitriding
由表1的测试结果可知,拉杆1在长度方向渗氮畸变最大弯曲度为0.310 mm,拉杆2最大畸变量为0.250 mm,都远远超出图纸要求的≤0.100 mm,需采取措施,减小渗氮畸变。

表1 拉杆立在阴极盘上离子渗氮后直线度的变化(mm)
对于长杆状工件,采用垂直吊挂的方式,利用工件自身质量,可降低工件的渗氮畸变。在图1中的左端中心加工M16吊装孔,把拉杆垂直悬吊于离子渗氮炉内,同时将升温速度降低至60 ℃/h,其余不变,渗氮前后拉杆直线度测试见表2。

表2 垂直悬吊于炉内且降低升温速度后拉杆离子渗氮后直线度变化(mm)
由表2可以看出,渗氮后拉杆3长度方向直线度最大畸变量为0.21 mm,渗氮后拉杆4长度方向直线度最大畸变量为0.20 mm,比第一次渗氮畸变量有所减小,但仍未达到要求。由此可见,采用吊装和降低升温速度可以在一定程度上减小畸变,但效果有限,渗氮畸变量仍然不能满足图纸要求,影响畸变的主要因素仍然没有消除。
结合前面两次渗氮结果,对渗氮畸变产生的原因进行分析,认为拉杆内存在较大的加工应力;
当拉杆温度升高,使得基体强度降低,在内应力的作用下拉杆产生了畸变。为了在渗氮前去除加工应力,拉杆加工工序改为:锻件—粗车—调质—半精加工—去应力退火—精加工—离子渗氮。
在Ac1温度以下,去应力加热温度越高,加工应力去除越彻底,但考虑到炉温的不均匀性及炉温误差,去应力加热温度要低于调质回火温度20 ℃,以免降低拉杆基体硬度[15],所以去应力退火工艺定为540 ℃×5 h,保温结束后,随炉缓冷至300 ℃,然后出炉空冷至室温,再进行精加工,精加工时进刀量要尽量小,以免再次产生较大加工应力,最后进行离子渗氮;
装炉方式仍然采用吊装,渗氮工艺及操作同第一次离子渗氮。用同样的方法对渗氮前和渗氮后拉杆的直线度进行测量,具体测量结果见表3。
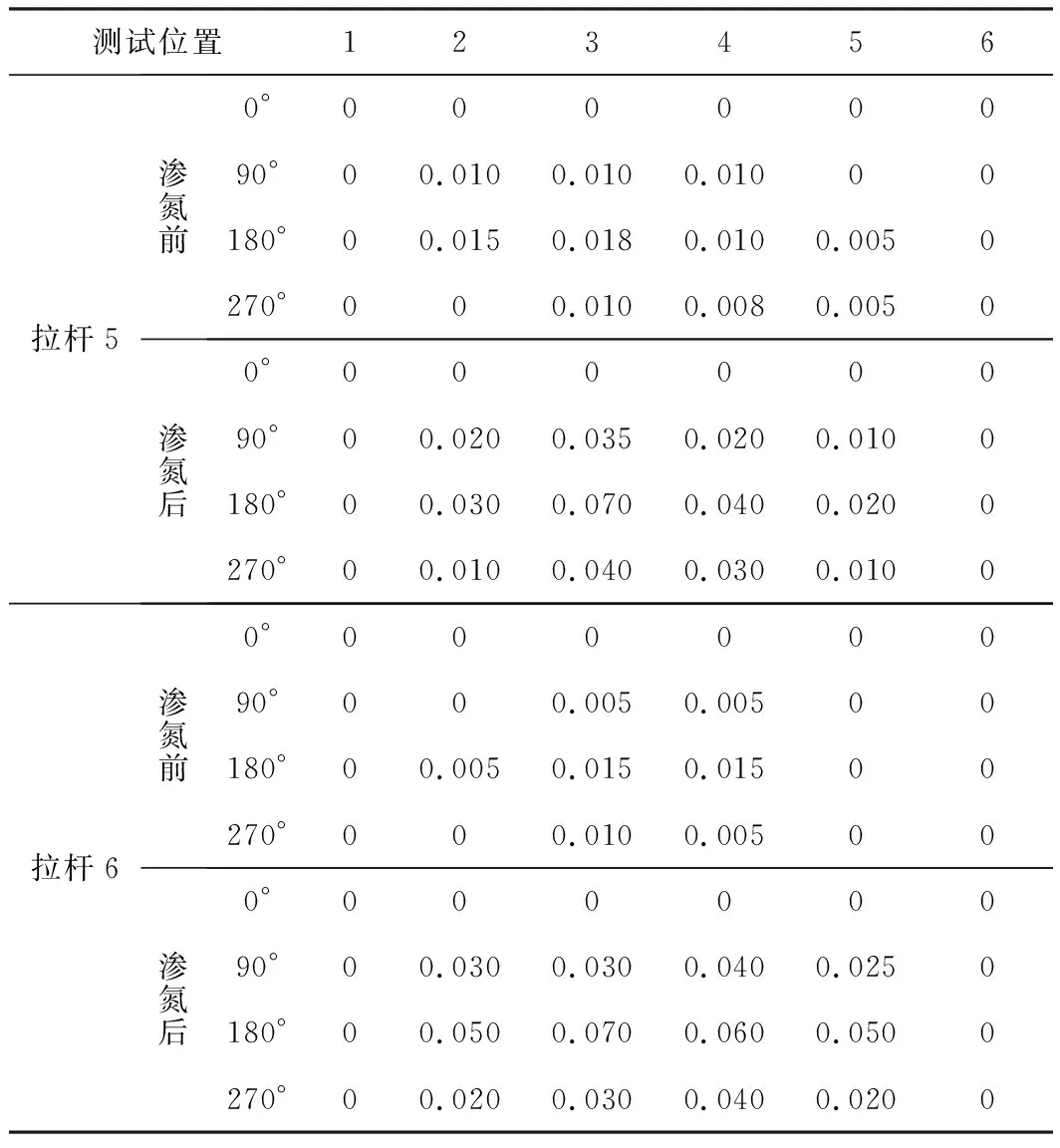
表3 增加去应力退火预处理后离子渗氮拉杆直线度的变化(mm)
由表3的测试结果可知,拉杆5和6直线度最大弯曲量均为0.07 mm,满足了图纸的要求,渗氮畸变得到很好控制,由此可见,加工应力是影响渗氮畸变的主要因素。
试样渗层深度测试结果为0.44~0.46 mm,渗层表面硬度为650~670 HV,满足图纸技术要求。
4.1 拉杆多次短时渗氮
在生产中难免遇到临时停电、设备故障等原因导致渗氮中途中止,此时渗层深度未达到图纸要求,需继续补渗。为了弄清重复加热冷却对渗氮畸变的影响,本次试验拉杆状态、装卡方式、升温速度等所有工艺参数及操作过程都与表3对应的渗氮试验一样,只是把渗氮过程分为两段,每段保温25 h,具体工艺过程见图3。拉杆渗氮前后沿长度方向直线度测量结果见表4。

图3 两次渗氮工艺曲线Fig.3 Twice nitriding process curve
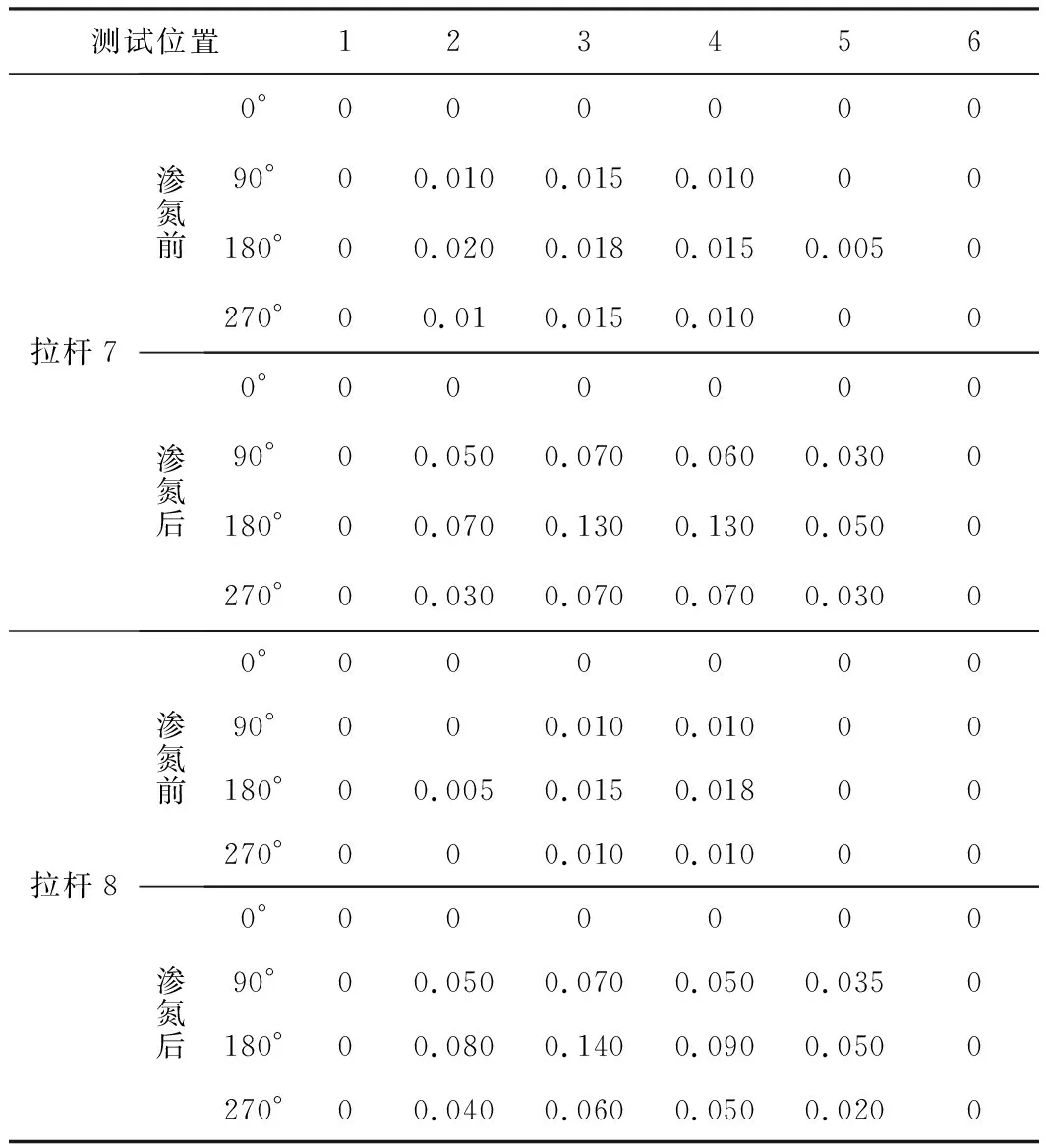
表4 二次离子渗氮后拉杆直线度变化 (mm)
由表4的测试结果可知,拉杆7渗氮畸变最大弯曲度均为0.13 mm,拉杆8渗氮畸变最大弯曲度均为0.14 mm,超出图纸要求0.02~0.04 mm,由此可见多次升温、降温对渗氮畸变也有较大影响;
分析认为原因是单热源、钟罩式离子渗氮炉炉内存在温度梯度。这种类型的渗氮炉为了保证炉内真空度,在连接处都有橡皮垫圈,为了保护橡皮垫圈,在阴极盘、炉罩内都通有冷却水,炉内辉光产生的热量60%~70%都是通过冷却水带出炉外的,所以炉内温度具有上低下高,外低内高的特性[16-17]。升温阶段是炉内温差最大阶段,拉杆靠近炉中心的部分温度比靠近炉边缘的部分温度高,在拉杆内形成一定温度差,由此产生了热应力,导致拉杆渗氮畸变增大。
4.2 补救措施
经过对畸变增加原因分析,采取在第二次渗氮时,旋转拉杆使拉杆在炉内的内外表面变换,即在用同上述相同的工艺进行完第一次渗氮之后,打开炉罩,把拉杆在原位置旋转180°,使得拉杆内外面交换,然后再
用同上述完全一样的工艺及操作完成第二次渗氮,渗氮前后拉杆变形数据见表5。
由表5的测试结果可知,拉杆9渗氮畸变最大弯曲度均为0.06 mm,拉杆10渗氮畸变最大弯曲度均为0.065 mm,比表3中的拉杆5和拉杆6畸变量还小,进一步提高了拉杆的渗氮质量。也因此说明在第一次渗氮后,旋转拉杆,可以抵消因炉内温度不均匀引起的部分畸变,可以利用此结果对畸变超差的杆状工件进行适当的矫正。

表5 一次渗氮后拉杆在炉内原位旋转180°后再次离子渗氮后直线度的变化(mm)
随炉试样测试结果为渗层深度0.48~0.50 mm,表面硬度为645~660 HV,完全满足图纸要求,但和试验3相比,整个工艺过程增加了约15 h,能源消耗也增加了约1/4。
1) 加工应力是引起拉杆离子渗氮畸变的最大因素,在渗氮前进行低于调质回火温度20 ℃左右进行去应力退火,可有效降低渗氮畸变。
2) 采用悬吊装炉及适当降低升温速度的措施可以在一定程度上减小拉杆的渗氮畸变。
3) 多次重复渗氮会增加拉杆的渗氮畸变;
控制措施是前一次渗氮结束后,在再次渗氮前把拉杆原地旋转180°后再进行下一次渗氮,不仅可以避免渗氮畸变增加,还可以对原来的畸变进行矫正。




