【www.zhangdahai.com--先进事迹材料】
杜建莉
(中国石油工程建设有限公司 西南分公司,四川 成都 610000)
目前,天然气加工行业采用DCS[1]已基本实现了主要工艺参数如温度、压力、流量、液位等参数的显示、记录、累计、报警和设备运行联锁功能,并通过常规PID控制[2-3]提高了装置的自控水平。目前对天然气各组分的分离要求越来越高,如从天然气中回收乙烷等组分,工艺流程长,具有非线性、大滞后和多变量耦合等特点,就目前工艺过程控制现状,以PID控制回路为主的常规控制策略难以达到理想的控制效果。装置的生产操作仍需要依赖大量的人工经验,存在操作不及时、调节幅度不匹配、能耗高、产品收率不理想等问题,难以较好地克服系统波动和外界干扰。因此,采用先进控制(APC)技术,实现乙烷回收装置的精细化控制,达到降低生产操作强度和节能降耗,提高产品质量和收率的目的。
乙烷回收装置工艺过程控制的核心是稳定生产过程操作,确保产品质量,降低能耗。常规PID控制仍需要依赖大量人工经验,操作强度大,运行稳定性欠佳。常规PID控制在乙烷回收装置应用中存在以下问题:
1)由于乙烷回收装置的复杂工艺特性,一旦受到外界干扰(如进料组分)影响,常规单回路控制无法满足工艺指标平稳控制的要求,仍需人工辅助控制。在生产过程中,可能会出现因人工调节不及时或调节幅度不合适等因素而影响工艺指标的平稳运行。
2)常规控制算法以PID反馈控制为主,将塔釜等系统简化为若干个单变量来处理,无法满足实际生产过程需要兼顾多个目标的工艺控制要求。
3)整个装置属于多变量耦合系统,在生产操作过程中需要克服变量间的强耦合特性,以保持装置之间以及各单元操作内部的物料平衡和能量平衡,基于常规PID控制和人工经验的过程控制难以确保装置的平稳运行和节能降耗,操作难度较大。
目前,APC技术在炼化装置中的应用较为广泛[4-5],随着天然气加工行业的技术发展,APC技术在该行业的应用也日益增多。结合乙烷回收装置的工艺特点和过程控制需求,在常规PID控制的基础上采用模型预测控制、智能软测量等APC策略,进一步提高装置的综合自动化水平,确保生产安全,增强装置的抗干扰能力,提高装置运行平稳性和产品收率,降低能耗。
天然气乙烷回收装置APC技术主要应用于脱甲烷塔、脱乙烷塔、脱丁烷塔,由于脱甲烷塔重沸器、脱乙烷塔重沸器以及脱丁烷塔重沸器与各精馏塔系统密不可分,因此APC技术应用范围也涵盖了各精馏塔重沸器。
APC技术在乙烷回收装置的应用需达到如下目标:
1)提高主要工艺参数的平稳性,与常规控制相比,关键工艺参数的波动幅度降低30%以上。
2)基于装置的平稳操作,对装置相关工艺指标进行“卡边”优化控制,挖掘装置潜力,在保证产品质量的前提下,降低单位产品能耗。
3)实现乙烷回收装置的自动变负荷控制,提高装置运行的平稳性。
4)提高目标产品乙烷、丙烷和丁烷的回收率。
5)在正常生产条件下,保证APC系统的投运率达到95%以上,以保持生产操作的一致性,减少人为干扰,降低劳动强度。
根据乙烷回收装置的运行特点和过程控制需求,在现有DCS的基础上,以软测量为媒介,通过APC控制器、协调优化控制器、工况智能诊断、特殊工况处理等模块[6],实现生产过程的APC。乙烷回收装置APC系统总体结构如图1所示。
5.1 控制策略
天然气乙烷回收装置APC控制器主要有:
脱甲烷APC控制器、脱乙烷APC控制器,脱丁烷塔APC控制器。乙烷回收装置多变量预测控制器以操纵变量、干扰变量与被控变量之间的动态响应模型作为控制器内部模型,在此基础上将被控变量的设定值、上限、下限进行分级优化设置,达到整体最优。APC技术控制策略如图2所示。

图1 乙烷回收装置APC系统总体结构示意
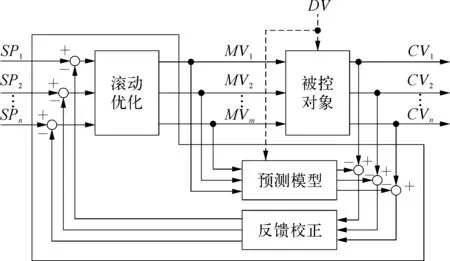
图2 APC技术控制策略示意
乙烷回收装置APC的主要任务是有效抑制内外部扰动,如进料组分波动、负荷波动、热源波动及上下游工况波动等,合理动态调节各操纵变量,平稳控制各关键工艺指标及精馏塔内组分分布,实现对乙烷回收装置的精细化控制,在保证产品质量的前提下,降低装置能耗,即实现乙烷回收装置的经济效益最大化。
5.2 先进控制器变量列表
乙烷回收装置APC控制器的主要变量见表1所列。
5.3 先进控制器设计
以某座精馏塔为例,本文阐述多变量预测控制器的设计思路。
1)控制器变量选择。根据精馏塔工艺特点,梳理其相关控制变量的耦合关系,如图3所示。
2)控制器模型建立。通过对精馏塔的阶跃测试和生产数据的深入分析,应用APC软件进行模型辨识,并采用历史数据对模型进行拟合验证,得到符合精馏塔工艺特性和过程控制要求的控制模型[7]。

表1 乙烷回收装置先进控制器主要变量

图3 精馏塔控制变量耦合关系示意
3)多变量预测控制器参数设计。采用APC软件的多变量预测控制算法建立精馏塔多变量约束控制器,将辨识得到的模型作为控制器的内部模型,同时设置合适的参考轨迹、操作变量约束、被控变量约束、优化方法、控制结构及一系列相关控制参数,实现对精馏塔各工艺指标的分级优化控制。
a)操纵变量控制参数包括:
控制等效偏差、平滑系数、控制时域、优化目标方法、优化成本、操作值上下限、报警值上下限、优化最大/最小增量,控制最大/最小增量等。
b)被控变量控制参数包括:
控制权重、时滞、最大/最小优化增量、最大/最小控制增量、操作约束上下限、操作约束等级、操作约束上下限等级、操作约束控制等效偏差、设定值优化等级、设定值区域上下限,设定值优化等效偏差等。
精馏塔多变量预测控制器通过实时动态优化调节重沸器导热油流量、丙烷流量、塔顶采出量、塔釜采出量、塔顶冷却量等操作变量,克服进料量、进料温度、蒸汽压力的波动,实现精馏塔整体物料平衡和能量平衡,平稳控制塔釜液位和回流罐液位,实现塔内温度的合理分布,重点保证塔釜温度和塔顶温度的平稳控制,提高分离精度,平衡好重沸器丙烷流量、塔顶冷却量的合理匹配,保证分离效果,保持经济运行。
4)软测量技术。由于在线分析仪表设置有限,所以在产品质量控制过程中,一般采用在线分析仪分析数据与实验室化验分析数据相结合的质量控制方法。该种方法的最大问题在于调节的滞后性,无法保证实时产品质量跟踪及变化趋势分析。而软仪表技术[8]则能利用一些可测量的参数如温度、压力、流量等来计算出无法在线测量的工艺参数。
6.1 安全解决方案
安全解决方案包括以下主要内容:
1)为保证DCS平稳运行,其常规自动控制回路和APC系统之间切换时必须是无扰动切换,DCS常规控制回路的设定值(SP)和APC输出能够互相跟踪[9-10]。
2)APC系统具有赋值保护功能,确保非正常的APC计算值不会赋值到DCS常规控制回路中。
3)APC系统具有数据变化率报警功能,如在10 s内操作温度增加或减少5 ℃就需要报警,具体可根据实际工况调整。
4)APC系统具有通信监控功能,通信中断,保证DCS能够切回本地,并处于安全状态。
5)APC系统具有异常情况处理功能,对所有被控变量、操作变量及APC计算值进行监控,遇到异常情况,自动切除APC系统。
6.2 安全措施
安全措施的主要实施方式如下:
1)通信保护程序。由APC上位机和DCS中的保护程序共同组成。当APC上位机一定时间不响应时,视作通信连接出现问题,切除所有APC到常规控制,并报警提示。通信状态监控功能在DCS中通过编程或模块组态来实现。
2)安全保护逻辑程序。主要目的是保证APC系统按照预先设定,安全有序运行,避免意外问题影响系统正常。如:
在常规操作下有些情况并不适合切入APC,某些条件必须切除APC等。由于APC系统操纵变量和被控变量均有上下限约束保护,APC控制量只在约束范围内调节,不会导致系统触发联锁保护条件;
通过安全保护逻辑程序,可以实时监控相关联锁保护状态,及时做出报警并切除部分或整个APC系统。
3)安全切换功能如下:
a)APC回路切除。当通信故障出现时,切除所有APC开关;
某个子控制器APC开关切除时,将该控制器所有APC回路开关切除;
当某个回路的APC投运条件不具备时,切除该回路的APC;
针对某些重点控制回路进行判断,当该回路发生堵塞或执行不到位时,切除该回路APC,并报警提示。
b)无扰动切换。未投运APC系统时,APC设定值自动跟踪控制回路的设定值,当APC投运时实现无扰动切换。
c)常规控制切换到APC。APC未投运时,APC控制量跟踪控制回路实际调节量(设定值或阀值);
投运过程中,控制模式从常规模式切换到APC模式。
d)APC切换到常规控制。APC切换到常规模式时,控制模式从APC模式切除到常规控制模式;
各种对应标志状态需要从APC状态切换到常规控制状态。
e)APC计算值校验。为避免上位机计算出错,或通信过程中数据出现错误,APC计算值在写入对应的SP/MV之前,必须进行赋值保护校验,确认无误后才能进行赋值。校验内容有:
APC模式确认,确认各项APC运行状态标志正常,且回路的控制模式为APC模式;
控制量步幅约束确认,APC控制量与DCS回路值实际之间的偏差小于某个数值(步幅约束)。
f)多变量预测控制器切换报警。当控制器或控制回路投运或切除APC时,DCS自动进行报警提示。
为了确保装置运行的安全,APC系统结构均采取上位机方式,通过OPC通信接口[11]实现上位机与DCS之间数据的实时交换。常规PID控制运行在DCS上,多变量预测控制器、工艺计算在APC服务器上运行。APC硬件系统通过交换机或直接与安装有标准OPC接口软件的服务器连接,建立APC服务器与DCS控制站数据传送的物理链接。
从某种程度上来说,控制水平代表了装置的技术水平。随着科学技术的飞速发展,各种工艺装置越来越复杂,调节回路越来越多。对自动化程度要求也越来越高。自动控制方式直接影响了整个工厂自动控制的投用率,在一些大型的炼化装置,工艺过程控制更为复杂,经济效益要求更高,APC技术在工艺过程控制中的应用也越来越多。本文从APC的需求、应用范围和目标以及设置方式出发,系统阐述了APC在天然气加工行业中的应用方式。为保证APC能有一个更好的应用体验,达到既定控制目标,在选择APC控制器时,应结合工艺特点及需求,确定APC应用范围,若现场仪表和阀门测量精度及控制精度无法满足要求,应更换现场仪表和阀门。
猜你喜欢乙烷精馏塔设定值一起精馏塔自燃事故的原因分析及防范措施的改进江苏安全生产(2022年5期)2022-06-16冷轧镀锌光整机延伸率控制模式的解析与优化湖北农机化(2021年7期)2021-12-07二氧化碳对乙烷燃烧着火延迟时间的影响煤气与热力(2021年3期)2021-06-09中美乙烷贸易与运输发展趋势中国船检(2019年6期)2019-07-242-(2-甲氧基苯氧基)-1-氯-乙烷的合成铜仁学院学报(2018年6期)2018-07-05精馏塔自动控制系统设计与应用浅析化工管理(2017年30期)2017-03-05氨水吸收式制冷系统中精馏塔性能模拟与分析制冷技术(2016年4期)2016-08-21西气东输二线人机交互界面的防呆系统自动化仪表(2015年5期)2015-06-15目标设定值传感器的原理与检修汽车维修与保养(2015年6期)2015-04-17对工频耐压试验跳闸电流设定值问题的探讨质量技术监督研究(2015年1期)2015-04-09本文来源:http://www.zhangdahai.com/shiyongfanwen/xianjinshijicailiao/2023/0912/653377.html



