【www.zhangdahai.com--其他范文】
刘艳红 万国喜 何晓波 刘艳玲
(安阳钢铁集团有限责任公司)
为了适应汽车轻量化的发展趋势,更高强度的车轮轮辋用钢越来越收到了用户的青睐。但为保证汽车运行的安全性和轻量化实施效果,要求钢板具有高强韧性、高疲劳性能和良好的成型性。目前,高强度车轮用钢板的研发主要以双相钢和微合金高强度钢为主,虽然双相钢具有屈服强度低、较高的初始加工硬化率等性能特点,但其延伸凸缘性较差,焊接过程中易出现热影响区软化的问题[1]。国外800 MPa级别的轻量化车轮用钢已批量应用[2-3],国内轮辋钢目前还是以屈服强度500 MPa以下的车轮钢为主,屈服强度600~700 MPa级别的微合金化高强钢和双相钢的应用正在快速推进,700 MPa以上的双相钢和微合金化车轮用钢仍处于研制推广阶段[4-5]。因此,近年来各大钢厂也正向高强度、薄规格车轮用钢方向发展研究,但还是以微合金化的高强度车轮钢开发为主。
笔者在安阳钢铁微Ti处理、Nb微合金化高强车轮基础上优化了Mn和Nb含量,同时研究添加淬透性Mo或Cr元素,突破一般车轮轮辋钢85%~95%的铁素体加5%~15%珠光体的组织形式,考虑避免双相钢车轮的焊接后软化特点,形成以40%~80%贝氏体组织强化为主,细晶强化为辅的组织类型,以此来达到易焊接、良好成型性650 MPa车轮轮辋的设计技术要求。
650 MPa级高强汽车车轮轮辋用钢主要用于商用车的轮辋,采用多道次滚压成形方式,对材
联系人:刘艳红,工程师,河南.安阳(455004),安阳钢铁集团有限责任公司技术中心;
收稿日期:2021-12-15料韧塑性要求较高,需要尽量降低材料的 C含量。为此,在设计该级别轮辋钢成分时,在屈服强度为440 MPa轮辋低C-Mn钢的成分基础上,适当控制Si含量不超过0.25%,避免Si含量过高造成热轧表面除鳞不净问题。采用Nb微合金化细化奥氏体晶粒和利用精轧再结晶过程中的Nb(C,N)析出物拖曳晶界,对晶界及轧制变形过程中产生的位错起钉扎作用,有效细化铁素体晶粒[7],为此需要在冶炼和加热工序中控制其吸收率和固溶效果。Ti合金化可以有效改善含Nb钢连铸坯边部角裂倾向,同时Ti的析出物具有良好的热稳定性,可在焊接过程中有效阻止奥氏体粗化,对焊接性能有明显的改善作用[7],但该元素比较活泼,容易与钢中的N、S、O结合形成夹杂,为充分发挥Ti的强化析出效果,需要尽量降低钢中的气体含量。为达到显微组织中产生40%~80%的贝氏体,综合考虑成本因素,选择适当添加中强碳化物形成元素Cr,其可以显著提高钢的淬透性,增大奥氏体的过冷能力,促进C向奥氏体扩散,降低铁素体的屈服强度。试验钢的成分设计见表1。试验钢主要力学性能要求见表2。

表1 试验钢的化学成分/%

表2 力学和工艺性能
为得到理想的多边形铁素体和粒装贝氏体组织比例,指导现场层流冷却生产工艺制定,试验材料选用安钢1780热连轧R2粗轧40 mm中间坯,再锯切加工成若干个Φ6 mm×81 mm试样,然后在Gleeble-3800 热模拟试验机上进行加热、变形和冷却试验。以10 ℃/s的加热速率加热至1 200 ℃,保温10 min,然后以5 ℃/s冷却速率冷却至 1 100 ℃进行第1次变形,变形速率为10 s-1,变形量为30%;
再以5 ℃/s冷却速率冷却至920 ℃进行第2次变形,变形速率为10 s-1,变形量为35%。最后分别以1 ℃/s、5 ℃/s、10 ℃/s、15 ℃/s、20 ℃/s、25 ℃/s、30 ℃/s、40 ℃/s的冷却速率冷却至室温。实验工艺如图1所示。

图1 试验钢CCT曲线测定工艺路线
试验后将试样用线切割沿中间焊接热电偶处纵向切开,抛磨,用4%硝酸酒精溶液腐蚀,再利用Zeiss Axiovert 200光学显微镜对其微观组织进行观察,并使用TMVP-1S维氏硬度计测定硬度,加载载荷为5 kg,加载时间为10 s。
3.1 连续冷却条件下显微组织转变
试验钢经过相同两道次变形后以不同的冷却速度至室温后的组织相貌如图2所示。
从图2可以看出,当冷却速度为1 ℃/s时,试验钢中组织由铁素体和少量珠光体构成;
随着冷速的增加到5 ℃/s时,铁素体和珠光体的尺寸均明显逐渐减小,组织还是由铁素体和珠光体构成;
当冷速增加至10 ℃/s时,组织中珠光体继续细化,并且基体出现少量的贝氏体组织;
当冷速继续增加到15 ℃/s时,试验钢中铁素体和珠光体体积分数明显减少,组织主要由铁素体、贝氏体和少量的珠光体构成;
当冷速提高到超过20 ℃/s时,钢中的贝氏体体积分数进一步增加,珠光体基本消失,组织全部由贝氏体和铁素体构成。
3.2 连续冷却条件下组织类型及显微硬度变化
不同冷却速度下试验钢的组织类型和显微硬度见表3。当冷却速度不大于5 ℃/s时,试验钢中的组织主要由软相的铁素体构成,其显微硬度较低,为182~190 HV。随着冷却速度的增加,试验钢种的组织逐渐细化,且当冷却速度大于10~15 ℃/s时,试验钢中出现了硬相的贝氏体组织,基体组织的硬度迅速增加至223~230 HV。随着冷却速度进一步增加到20 ℃/s以上时,试验钢中组织变化不明显,基体硬度逐渐增加到287 HV。

图2 试验钢经不同冷却速率后的显微组织

表3 各冷却速度下组织类别和硬度

图3 试验钢的动态CCT曲线
3.3 连续冷却条件下动态CCT曲线
根据试验钢加热和冷却过程中的膨胀曲线,利用切线法可得到不同工艺条件下石羊岗的相变点,结合图2和表3中的组织及硬度结果,即可得到试验钢的动态CCT曲线,如图3所示。当冷却速率小于5 ℃/s时,试验钢仅发生铁素体和珠光体相变,该相变属于高温扩散性相变,很大程度上受C原子扩散的影响。冷却速度增加,试验钢在高温下停留的时间缩短,可供C原子扩散的时间缩短,C原子的长程扩散受阻,铁素体和珠光体相变被抑制。当冷却速率增加至15 ℃/s时,试验钢中的铁素体和珠光体逐渐减少,未转变的奥氏体在中温区发生贝氏体相变;
当冷却速率超过20 ℃/s时,试验钢中的贝氏体含量急剧上升,组织主要由粒状贝氏体和铁素体组成,相变开始温度490~550 ℃。
从连续冷却速率的组织类型和试验钢的动态CCT曲线可知,高强度650 MPa商用车的轮辋钢设计的目标组织需要轧后层流冷却速率大于15 ℃/s,卷取温度小于500 ℃,参照硬度对照经验表,力学性能要满足650~770 MPa的强度,钢材的显微维氏硬度应该大于230 HV。
650 MPa的高强度车轮轮辋钢的生产工艺路线:150 t铁水预处理→150 t转炉冶炼→170 t LF精炼→170 t RH精炼→230 mm双流板坯连铸→三座步进梁式加热炉→1 780 mm热连轧机组轧制→超密集型层流冷却→3台地下卷取→喷印标记→检验→入库。
采用的板坯规格为230 mm×1 540mm×12 900 mm。确定合金成分后,轧制与冷却工艺是实现晶粒细化和复相强化的主要措施。热轧主要工艺参数:加热温度1 240 ℃左右,热送铸坯在炉时间>120 min;
精轧终轧温度840~880 ℃;
卷取温度≤500 ℃。试制工艺采用前段1~4组空冷和前段集中4/5式稀疏冷却方式,主要控制前段冷却的间隔空冷温度和时间,进而控制铁素体比例;
后续集中冷却速率控制贝氏体比例,以满足汽车轮辋用钢高强度和成型复杂以及高疲劳寿命的要求。热轧工艺实绩和力学性能见表4。

表4 高强度650 MPa轮辋钢热轧工艺实绩和对应的力学性能
5.1 力学性能和冷弯性能
钢卷经过卷取后由运输链送到抽卷检查线,进行表面、尺寸检查,同时切割取样加工检验,试样拉伸方向和冷弯试样均为横向。由表4可知:4卷试验钢除卷取温度有一定差异外,粗轧、精轧入口温度和终轧温度基本一致,其力学性能全部满足设计标准要求,工艺试验强度和塑性分布规律符合微合金结构钢的强度与塑性匹配一般特性。这说明本次动态CCT曲线相变温度和冷却速率测定结果有较强的指导性。试验钢4相比其他3个试验钢卷的卷取温度高,伸长率高达25%,但抗拉强度只有657 MPa,富余量最小;
试验钢2相比其他3个试验钢的卷取温度低,抗拉强度高达693 MPa,但伸长率最低,只有21%,富余量较小;
试验钢3的卷取温度约为480 ℃,其力学性能综合指标较好,强度和伸长率的富余量适中。因此,综合考虑表面质量和性能富余量的最佳轧制工艺为:粗轧出口目标温度为1 050 ℃,精轧出口目标温度为880 ℃,卷取目标温度为480 ℃。
对试验钢卷进行180°(B=35 mm,d=1.0a)冷弯试验(如图4所示),结果全部合格,表明试制钢板的冷弯性能优良。为后续轻量化轮辋扩口、涨型等拉延成型性能打下了良好的基础。
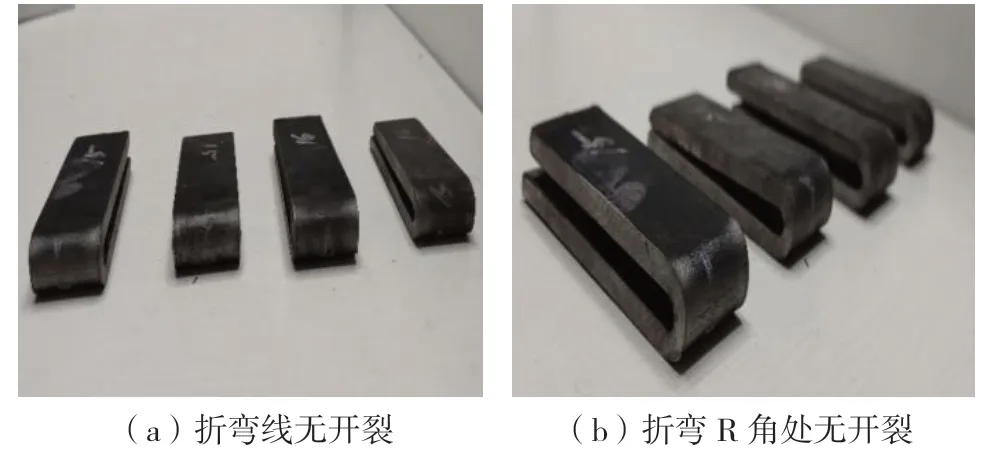
图4 试验钢d=1.0 a的冷弯
5.2 显微组织
试验钢的金相组织如图5所示。

图5 试验钢的金相组织
从图5可以看出,4种试验钢的维氏显微硬度均达到了230 HV以上,基本满足了设计要求;
其中试验钢4的硬度为232 HV,晶粒尺寸平均尺寸为5.6 μm,其铁素体晶粒较其他3个试验钢明显粗化,组织以铁素体和珠光体为主,含有少量的贝氏体。试验钢2的显微硬度最高为256 HV,晶粒尺寸平均为3.3 μm,组织以贝氏体和铁素体为主;
试验钢1和3的硬度基本相当在240 HV左右,其晶粒平均尺寸为4.4 μm,其组织以铁素体和贝氏体为主,但贝氏体含量少于试验钢2的,因此其综合性能最好,强度和伸长率均有较大的富余量。
为了验证试验钢生产加工高强度轮辋的情况,将其中的试验钢3发往洛阳某车轮厂进行加工试验跟踪。通过用户对下料尺寸、卷圆开口度、闪光对焊烧化量和顶端时间参数和三道次辊型模具间隙等工艺调整,再经过外形尺寸检验和气密性试验后,累计试验生产入库4.6 mm厚的650 MPa的高强度轮辋2 804 只,扩口开裂4 只,涨型开裂8 只,累计开裂损坏12 只,开裂率为4.3‰,达到用户小于1%的期望。经过称重该车轮重量为18.4~18.5 kg,相比正常590CL高强轻量化车轮轮辋(20.5~21 kg)实现了轻量化减重约10%,极大提高了用户市场竞争能力。
(1)在现有安钢屈服强度440 MPa轮辋钢基础上,通过适当增加或添加Mn、Nb、Ti、Cr元素,再配合适当的轧制工艺可以生产出满足650 MPa强度的轮辋钢产品。
(2)利用Gleeble-3800进行动态CCT曲线测定,模拟出了满足650 MPa的轮辋钢性能要求的目标组织、冷却速率和显微硬度,即组织由多边形铁素体+粒装贝氏体+少量的珠光体构成,轧后层流冷却速率大于15 ℃/s,显微硬度大于230 HV。
(3)通过小批量工业化试制,基本确定了钢卷的终轧温度在860~880 ℃,卷取温度为470~500 ℃,层流冷却模式采用前段空冷加上4/5稀疏的冷却模式,可以实现650 MPa级的轮辋钢技术要求。
(4)试验钢卷通过轮辋加工企业对下料尺寸、卷圆开口度、闪光对焊烧化量和顶端时间参数和三道次辊型模具间隙等工艺调整,取得了综合开裂比率4.3‰,满足了轮辋设计加工要求。
猜你喜欢 珠光体贝氏体轮辋 球墨铸铁行走轮的低温正火工艺金属热处理(2022年9期)2022-10-21Mn-Cr-Mo系贝氏体轨钢连续冷却转变的原位观察金属热处理(2022年8期)2022-09-05新型贝氏体板簧钢的组织及性能金属热处理(2022年7期)2022-07-26基于仿真分析的铝合金车轮轮辋抗冲击性能优化设计北京汽车(2020年5期)2020-11-05新书《贝氏体相变新论》简介热处理技术与装备(2019年3期)2019-12-22某特种车辆轮辋螺栓断裂原因分析汽车零部件(2019年7期)2019-08-14Al元素对高碳珠光体钢连续缓慢冷却相变行为的影响武汉科技大学学报(2019年4期)2019-07-04汽车轮辋设计空气动力学分析汽车工程学报(2019年6期)2019-04-07贝氏体组织的回火转变热处理技术与装备(2019年1期)2019-03-14渗碳体形态对高碳珠光体钢组织及性能的影响湖南大学学报·自然科学版(2017年12期)2018-01-17本文来源:http://www.zhangdahai.com/shiyongfanwen/qitafanwen/2023/0607/608245.html



